こんにちは!向上 条 です。
QC検定や品質教育で必ず出てくる「QC七つ道具」。
でも、こう思ったことはありませんか?
「覚えたけど、実務でどう使えばいいのか分からない」
「結局、パレート図と特性要因図だけ使って終わり…」
それ、とてもありがちなことなんです🙂
私も最初は「結局これっていつ使うの?」と思っていました。
でも現場で困ったときに改めて見返すと、“あれ? これ、意外と使えるぞ”と気付いたんです。
QC七つ道具は、データを分析するための難しい計算道具ではなく、
“現場で考えを整理するための道具”です。
たとえば、こんな場面。
「不良が増えたけど、どこから手をつければいい?」
「なんとなく原因は見えているけど、うまく説明できない…」
こうした“もやっとした状態”を、
数字・図・順番で整理してくれるのがQC七つ道具です。
たとえるなら――
- チェックシートは「現場の状況を数字で写すカメラ」📋
- パレート図は「“どこから直すか”を示す地図」📊
- 特性要因図/なぜなぜ分析は「原因を一緒に掘り下げる虫メガネ」🔎
- 管理図は「改善後の状態を見守るモニター」📉
つまり、これらを順番に使っていくことで、
“改善のストーリー”を自然に描けるようになります。
この記事では、QC七つ道具の基本から、
特に使う頻度の高い「パレート図」「特性要因図」「なぜなぜ分析」を中心に、
“どう考え方に落とし込むか”を具体例で解説します。
📍 QC七つ道具を「知っている」から「使える」に変わる流れを一緒に見ていきましょう💡
🧭 QC七つ道具は“考える順番”を整えるもの
QC七つ道具(チェックシート・パレート図・ヒストグラム・層別/グラフ・散布図・特性要因図・管理図)は、それぞれを“バラバラの技法”として覚えるよりも、使う順番で理解したほうが圧倒的に身につきます。
QC七つ道具を使う目的は、
「データを分析すること」ではなく
「考える流れを整理すること」。
💡 七つ道具は「日々の業務の“なぜ?”を見える化する道具」
QC手法と聞くと「難しい」「統計っぽい」と感じる人も多いですが、
実際はもっとシンプルです。
たとえば――
- 「なぜ、この不良が多いのか?」
- 「どんな条件のときにトラブルが起きやすいのか?」
- 「改善したけど、効果は続いているのか?」
こうした“日々の業務のなぜ?”を整理して、
「見える形」で考えられるようにするのがQC七つ道具です。
品質管理の全体像から学びたい方や、QC検定とあわせて理解したい方は、こちらの記事を先に読むと流れがつかみやすいです。
👉️ 📦品質管理とは?QC検定3級にも役立つ!初心者がつまずきやすい落とし穴と改善の考え方
🧩 使う順番で覚えると、一気に理解できる!
| ステップ | 手法 | 目的 | イメージ |
|---|---|---|---|
| ① | チェックシート | 現状を知る | 不良や出来事を記録して傾向をつかむ |
| ② | パレート図 | 優先順位を決める | どの不良から手をつけるか判断する |
| ③ | ヒストグラム・散布図・層別 | 状況を分析する | データの分布や関係性を見る |
| ④ | 特性要因図 | 原因を整理する | 4Mで要因を洗い出す |
| ⑤ | 管理図 | 状態を見守る | 改善後の安定を確認する |
七つ道具は、順番で使ってこそ意味が出るもの。
どれか一つだけでは断片的な分析になりがちですが、
流れとして使うと「問題 → 分析 → 対策 → 維持」が一つのストーリーになります📈
✅ つまり、“考える順番”を整えるのがQC七つ道具の本質です。
📝どの順番が正解?
七つ道具の順番に「一つの正解」はありません。
現場の状況や課題によって、使う順番や組み合わせは変わります。
ここで紹介しているのは、“初めて学ぶ人にも流れが分かりやすい使い方”の一例です。
目的は「どの手法を覚えるか」ではなく、
「どう使えば考えが整理できるか」をつかむことです。
📘 全体をつかむ!QC七つ道具の使いどころ一覧表
QC七つ道具は、バラバラに覚えるよりも、
「どんな目的で、どんな場面で使うのか」を一緒に見ると理解が早まります。
下の表は、それぞれの手法の“使いどころ”をまとめたものです👇
| 手法 | 使う目的 | 現場の例 | 一言で覚えるフレーズ |
|---|---|---|---|
| チェックシート | データを集める | 不良やトラブルを記録し、傾向をつかむ | 現状を数字で“見える化”📋 |
| パレート図 | 優先順位を決める | 不良の発生件数を多い順に可視化 | 効果的に“どこから手をつけるか”を決める🎯 |
| ヒストグラム | ばらつきを見る | 寸法や重量などのデータ分布を確認 | “平均だけでは見えない問題”を見抜く📈 |
| 散布図 | 関係性を調べる | 作業時間と不良率の関係を確認 | “関係があるか”を目で確かめる🔵 |
| 層別(グラフ) | 特徴を分けて見る | 班・作業者・材料ロットなどで比較 | “どの条件で差が出ているか”を見抜く🧩 |
| 特性要因図 | 原因を整理する | 人・機械・方法・材料の観点で洗い出す | チームで“原因を構造化”🐟 |
| 管理図 | 状態を見守る | 改善後のデータをグラフ化して安定を確認 | 異常を“早期発見”する📉 |
💡QC七つ道具は「考えの流れ」を支える
QC七つ道具は、“現象を数で整理し、考えを共有する”ための道具です。
分析そのものよりも、「考えを整えるプロセス」を助けることが本来の役割です。
たとえば、改善を始めるときはこう流れます👇
1️⃣ 現状をつかむ(チェックシート)
2️⃣ 優先順位を決める(パレート図)
3️⃣ 特徴や関係を分析(ヒストグラム・散布図・層別)
4️⃣ 原因を整理する(特性要因図)
5️⃣ 結果を維持する(管理図)
この流れを頭に入れておくと、
「どのツールを使うか迷う」よりも
「今、何を明らかにしたいか」で自然に選べるようになります。
🏭ストーリーで学ぶ:キズ不良を減らす7つのステップ
ここまででQC七つ道具の基本的な考え方をつかめたところで、
「実際にどう使われるのか?」を見ていきましょう。
現場でよくあるトラブルを題材に、
7つの手法を“順番にどう活かせばよいか”をストーリー形式で追体験します。
ある日、検査担当のAさんが言いました。
「最近、出荷前検査で“キズ不良”が増えてるんです…」
アルミ製部品は表面にキズがあると商品になりません。
原因を調べ、再発を防ぐために改善チームが動き出しました。
① チェックシートで「現状を見える化」📋
まずは現状を知ることから。
どんな不良がどれくらい発生しているのかを1週間記録してみます。
| 日付 | キズ | 汚れ | 寸法不良 | 欠品 |
|---|---|---|---|---|
| 10/1 | ✔✔✔ | ✔ | ||
| 10/2 | ✔✔ | ✔ | ||
| 10/3 | ✔✔✔✔ | ✔ |
👉 集計すると「キズが圧倒的に多い」ことが見えてきました。
感覚ではなく数字で現状を把握するのが第一歩です。
② パレート図で「優先順位を決める」📊
集めたデータをグラフにして、どの不良を優先的に減らすかを判断します。
| 不良の種類 | 件数 |
|---|---|
| キズ | 40 |
| 汚れ | 10 |
| 寸法不良 | 5 |
| 欠品 | 3 |
パレート図にすると、キズが全体の7割を占めていることが明確に。
👉 「まずはキズ対策から取り組もう!」と方向性が決まりました。
③ ヒストグラムで「ばらつきを見る」📈
次に、キズの深さを測定してみます。
| キズの深さ (mm) | 件数 |
|---|---|
| 0.01 | 5 |
| 0.02 | 15 |
| 0.03 | 10 |
| 0.04 | 7 |
| 0.05 | 3 |
棒グラフにしてみると「0.02mm付近に集中」しており、
深いキズはまれ。つまり作業中の軽いこすれが原因の可能性が高そうです。
👉 平均では見えない“偏り”を確認するのがヒストグラムの役割です。
④ 散布図で「関係を調べる」🔵
ここで「作業時間」と「キズ件数」に関係があるのかを検証してみました。
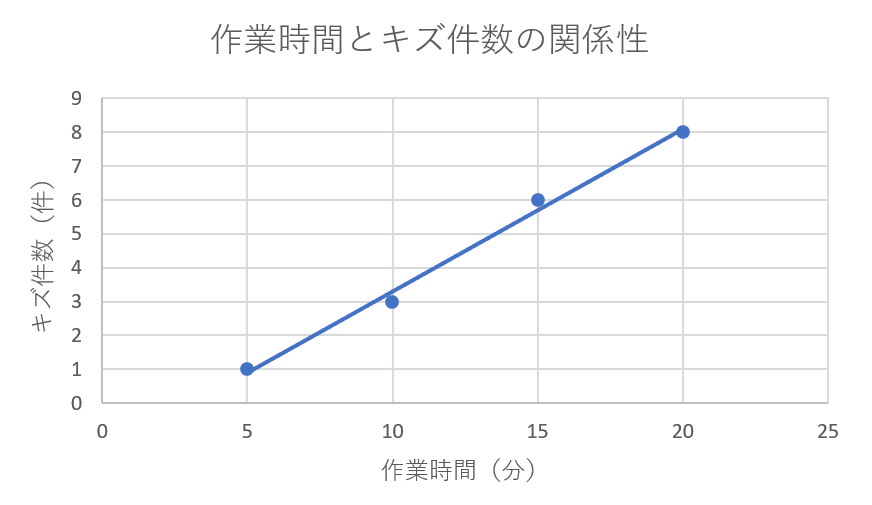
点が右上がりに並んでおり、
👉 「作業時間が長いほどキズが増える傾向」が見られます。
つまり、作業中の扱い方や治具の使い方に問題があるかもしれません。
⑤ 特性要因図で「原因を整理する」🧩
チームで議論し、6M(人・機械・方法・材料・測定・環境)の観点で
原因を整理してみました。
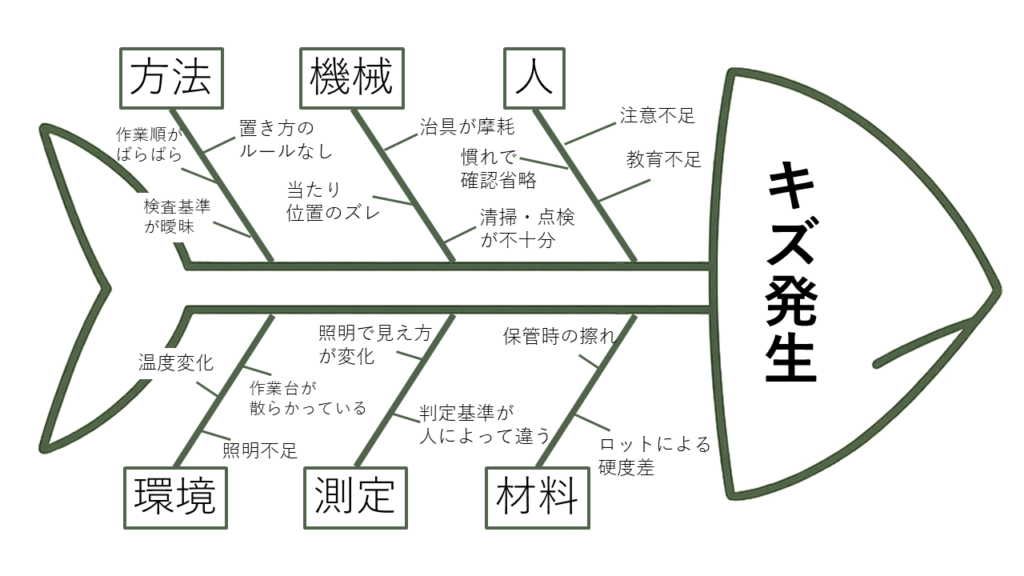
これにより、人・方法・機械に要因が集中していることがわかります。
→ 改善の方向性を具体化する準備が整いました。
⑥ なぜなぜ分析で「根本原因を掘り下げる」❓
特性要因図で特に有力だった「治具の角が立っている」に対して掘り下げます。
- なぜ? → 治具が部品をこすってキズをつけた
- なぜ? → 治具の角がとがっていた
- なぜ? → 点検時に見落とされた
- なぜ? → 点検表に“角の状態”項目がなかった
- なぜ? → 点検表の作成時に想定していなかった
👉 真の原因:「点検表に治具の角のチェック項目がなかった」
対策:「点検表に項目を追加」「面取りを定期化」
⑦ 管理図で「再発を防ぐ」📉
改善後、キズ件数を毎日グラフ化。
平均値と管理限界線(UCL/LCL)を設定し、
範囲内で安定していれば工程が安定していると判断します。
1週間後:平均5件 → 1件に減少!
👉 改善効果を数字で確認し、継続的な管理へ。
✅ まとめ:7つの手法で“改善の流れ”をつくる
| ステップ | 手法 | 目的 | 現場での例 |
|---|---|---|---|
| ① | チェックシート | 現状を知る | 不良を記録 |
| ② | パレート図 | 優先順位を決める | 不良を可視化 |
| ③ | ヒストグラム | ばらつきを見る | 深さ・頻度を分析 |
| ④ | 散布図 | 関係性を調べる | 作業時間と不良率 |
| ⑤ | 特性要因図(6M) | 原因を整理 | 6Mで洗い出し |
| ⑥ | なぜなぜ分析 | 根本原因を探る | 真因を特定 |
| ⑦ | 管理図 | 継続的に監視 | 改善効果を維持 |
💬 まとめ:
七つ道具は“データを分析する道具”ではなく、
“チームで考えを共有し、次の一手を決める道具”。
よく使われる3つを“さらに強くする”
一通りの流れを見てみると、
「よく登場する手法」と「使いどころが難しい手法」があることに気づくはずです。
ここからは、その中でも特に現場で使用頻度の高い
パレート図・特性要因図・なぜなぜ分析の3つを取り上げ、
“もう一段レベルを上げて使いこなすコツ”を紹介します。
📊パレート図|ムダな努力を減らす優先順位の道しるべ
パレート図は「どの問題から手をつけるか」を決めるためのツールです。
“頑張りどころを見誤らないための地図”とも言えます。
ただし、現場では「なんとなく作ったけど使われないパレート図」が多いのも事実。
ここでは、“判断に使える”パレート図に仕上げるための考え方を整理します。
❌ よくある失敗例
- 分類が大ざっぱで、「上位項目」がブレる
- 複数の原因を1つの項目にまとめてしまう
- “棒グラフを並べただけ”で、意思決定に使われていない
たとえば、「キズ」「汚れ」「寸法不良」を並べても、
その中の“どの条件で発生しているキズなのか”が混ざっていると、
せっかくのデータがぼやけてしまいます。
💡 コツ1:「現象名×条件」で項目を切る
分類の精度を上げるには、
現象名(何が起きた)×条件(どんな時に) で項目を切るのがポイントです。
例:
- キズ × 組立時
- キズ × 搬送時
- 汚れ × 保管中
- 寸法不良 × 加工ライン2
このように分けるだけで、**「どの場面に集中すれば効果的か」**が明確になります。
💡 コツ2:累積比率で“区切り線”を引く
パレート図の本質は「上位20%が全体の80%を占める」という80:20の法則。
ここを意識して、「累積比率80%」に線を引きましょう。
→ 線より左側の項目が“重点改善対象”になります。
→ 右側の項目は「様子見」「効果確認」などに分けると◎。
🪄 まとめ:数字を“判断材料”に変える
| 状態 | よくある失敗 | 改善の方向 |
|---|---|---|
| 分類 | 現象がざっくり | 現象×条件で切る |
| 分析 | 数字を並べて終わり | 累積比率で線を引く |
| 活用 | 作って満足 | “どれに集中するか”を決める |
💬 「パレート図=グラフ」ではなく、
「パレート図=判断を助ける対話ツール」として使うことで、
改善の精度が一段変わります✨
🧩 特性要因図|思い込みを外す“会話の起点”
特性要因図(フィッシュボーン図)は、
「なぜ起きたか」を整理しながら、チームの思考をそろえるための道具です。
でも、実際の現場では――
「4M(人・機械・方法・材料)に書き込んで終わり」
「会議室で静かに記入して、結局“想像の話”になっていた」
ということがよくあります。
つまり、「書くこと」自体が目的になってしまっているんです。
❌ よくある失敗例
- “4Mに入れただけ”で考えた気になってしまう
- 実際の現物・映像・音などの“事実”が出てこない
- 司会者がまとめ役に徹しすぎて、誰も反論しないまま終わる
👉 これでは、“納得して動ける原因分析”にはなりません。
💡 コツ1:写真・動画・現物を前に出す
「見える情報」があるだけで、意見の質が一気に上がります。
たとえば、
- 不良品をその場に置いて「このキズ、いつついたと思う?」と聞く
- 作業動画を一時停止して、「ここで当たってない?」と確認する
“見える材料”があると、発言が推測から観察ベースに変わります。
図はあくまで記録、議論の主役は現場の事実です。
💡 コツ2:「例外」を必ず入れる
特性要因図は、“いつも起きる”原因を出しがちです。
でも改善のヒントは、むしろ「なぜ今日は起きなかったのか?」にあります。
たとえば:
「同じ作業者でも、Bさんのときはキズが出ていない」
「朝より夕方のほうが発生が少ない」
→ これは“違いを見つける”チャンス。
例外を枝に入れると、「条件を変えれば防げる」原因が見えてきます。
🪄 まとめ:図は“会話を始めるための道具”
| 状態 | よくある失敗 | 改善の方向 |
|---|---|---|
| 準備 | データだけ見て話す | 現物・写真・動画を活用 |
| 討議 | 同じ意見ばかり | “例外”を入れて角度を変える |
| 結果 | 書いて終わり | 図を“行動の出発点”にする |
👉 特性要因図は、原因を特定するツールではなく、考えを広げるきっかけです。
メンバーが「自分の言葉で話せた」と感じたとき、初めて本当の分析が始まります💬✨
❓ なぜなぜ分析|“5回”より問いの質
「なぜなぜ分析」は、“真因を掘り下げるための思考整理ツール”です。
でも現場では、「5回聞けばいい」「根本原因は1つ」という誤解が多く、
形式的な「なぜ?なぜ?…」で止まってしまうことがよくあります。
本来の目的は、「事実を時系列でたどり、仕組みを見直すこと」です。
ここを押さえれば、“注意します”で終わらない分析になります。
❌ よくある失敗例
- 「なぜ?」の答えが「推測(~だと思う)」で連鎖している
- 「原因が見つかった=作業者の注意不足」で終わる
- 最後の対策が「気をつけます」「チェックします」で止まる
👉 これでは「再発防止」ではなく、「再発の先送り」になってしまいます。
💡 コツ1:事実の“時系列”でたどる
なぜなぜ分析は、時間の流れに沿って考えるのがコツです。
「何が、いつ、どう起きたか」をたどることで、思い込みを減らせます。
例:
1️⃣ 部品にキズがついた
2️⃣ なぜ? → 組立中に治具が当たった
3️⃣ なぜ? → 治具の角がとがっていた
4️⃣ なぜ? → 点検で異常を見逃した
5️⃣ なぜ? → 点検表に“角の状態”がなかった
💬 リリィメモ:
“なぜ?”を「時間の中で起きた出来事」として追うと、
人ではなく仕組みの穴が見えるようになります。
💡 コツ2:“5回”より問いの質を上げる
「5回」という数字は目安であって、深さより方向性が大事。
🧭 良い問いは「具体的」で、「変えられる要因」に向かいます。
- ❌「なぜ注意しなかった?」
- ⭕「なぜ注意しにくい状態だった?」
- ❌「なぜ確認漏れした?」
- ⭕「なぜ確認できる仕組みになっていなかった?」
この違いが、“責任を探す会話”から“仕組みを変える議論”に変わるポイントです。
💡 コツ3:仕組み変更で終わらせる
最後の“なぜ”の答えが「人の注意」になっている場合、
それはまだ途中段階です。
最終的には、仕組み・ルール・設計の変更に着地させる。
- 点検表に項目を追加する
- 治具に面取りを施す
- 検査時に基準サンプルを見せる
こうした仕組みを変える一歩が、再発を防ぐ本当の“是正処置”です。
🔗 関連記事
👉 📦なぜなぜ分析のやり方|製造業の事例と初心者が失敗しないコツ
具体的な質問の立て方や、
「推測で終わらないための考え方」を実例つきで解説しています。
👉️ 📦なぜなぜ分析の失敗事例5選|うまくいかない原因と解決のコツ【チェックリスト付き】
なぜなぜ分析がうまくいかない原因を解説。チェックリスト付きで再発防止に役立ちます。
🪄 まとめ:“なぜ?”の回数より、向ける方向
| 状態 | よくある失敗 | 改善の方向 |
|---|---|---|
| 思考 | 推測の連鎖 | 事実の時系列でたどる |
| 質問 | 人の注意に向かう | 仕組みに焦点を当てる |
| 結果 | 注意・意識で終わる | ルール・設計に落とし込む |
💬 「なぜ?」を深掘りするほど、答えは“人”ではなく“仕組み”に行き着く。
それが、品質管理の本質なんです。🌱
🧭 まとめ|QC七つ道具は“考える力”を育てるツール
QC七つ道具は、問題を分析するためではなく、
現場で考え、共有し、次の一手を決めるための道具です。
チェックシートで現状を写し、
パレート図で優先順位を決め、
特性要因図となぜなぜ分析で原因を掘り下げる——。
大切なのは、「どの道具を使うか」よりも、
「何を見たいか」「何を伝えたいか」です。

完璧な分析より、“意味のある1枚”。
それがQC七つ道具を現場で活かす第一歩。
もし今日、ちょっと気になるトラブルがあるなら、
その原因を一度、特性要因図に書き出してみましょう📝
紙に線を引くだけでも、頭の中の霧がすっと晴れるはずです。


コメント