こんにちは!向上 条 です。
QC七つ道具の中でも、
「ヒストグラム」「散布図」「層別」「管理図」は
数字が出てくるだけで一気にハードルが上がる…
そんな印象を持たれがちな手法です。
QC検定で名前は覚えたけれど、
実務になるとなぜか手が止まる。
数字を見ると急に難しく感じる。
「グラフを作ったところで、結局どう読むの?」と思ってしまう…。
こんな悩み、きっと誰もが通ります。
でも実はこの4つの手法は、
“数字を分析する”ためではなく、
“数字を通して現場の状態を感じる”ための道具 なんです。
しかも、使いこなすために
難しい公式や計算を覚える必要はありません。
数字が苦手でも、
「どこを見るか」さえ分かれば一気に理解できます。
前作では、QC七つ道具の全体像と“まず覚える3つ”を紹介しました。
今回はその続きとして、
特に苦手意識が出やすい“数字系4つ”を
初心者でもすっと理解できるように、やさしく、実例を交えて解説します。
その中でも管理図は、
「数字が苦手な人ほど使ったほうがいい」くらい
工程の変化を読むのに強力なツールです。
この記事を読み終える頃には、
数字が怖くなくなり、
ヒストグラム・散布図・層別・管理図の4つを
自社データに置き換えて使えるようになり、
会議や掲示に出せるレベルのグラフが作れるようになります。
それでは一緒に、
「数字で現場を見る4つの道具」をこわくないステップで学んでいきましょう📊✨
数字系4つは“現場の状態を見るための道具”
数字を扱う
「ヒストグラム」「散布図」「層別」「管理図」は、
どれも難しそうに見えますが、
本質は“現場が今どうなっているか”を読み取るための道具です。
細かい計算や公式よりも、
グラフの“形”や“変化”を見るだけで
現場の状態はかなりつかめます。
それでは、つまずきやすい人が最も多い
「管理図」から見ていきましょう📉✨
管理図|数字が語る“変化のサイン”📉
管理図は、工程が「安定しているかどうか」を見守るためのグラフです。
よく「線を超えたかどうかを見るだけ」と思われがちですが、本当の目的はもっと早い段階で“変化の兆し”に気づくことにあります。
規格値は「製品の合否」、
管理限界線(UCL/LCL)は「工程の正常な範囲」。
この2つの違いを理解すると、管理図を見るのが一気に楽になります。
管理図は「異常を見るグラフ」ではなく「変化を見るグラフ」🔍
管理図は「異常点を探す」ための道具ではありません。
本質は、
「いつもと違う動きが始まっていないか?」
という“傾向”を見ること。
たとえば、点が平均値の周りで上下しているだけなら工程は安定しています。
そこでまず、安定している管理図の例を見ておきましょう👇
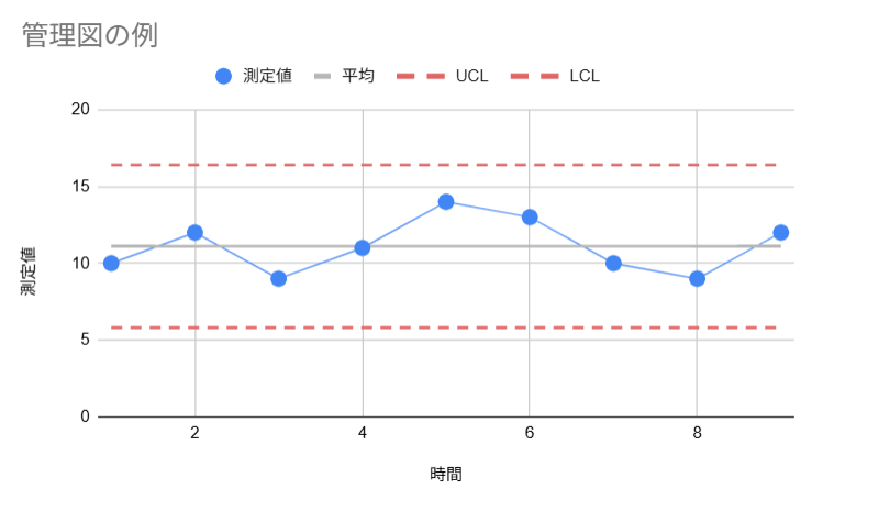
点が平均値のまわりでバラつきながらも、UCL・LCLの範囲内に収まっています。
これは「自然なばらつき」であり、まったく問題のない状態です✨
なぜ管理図は難しく感じるのか🤔
管理図が難しいと感じられやすい理由は次の3つです。
・数字や線が多く“統計の仲間”に見える
・判断ポイントが分かりにくい
・“線を超えたら異常”という誤解が残っている
ですが実際には、管理図で見るのは次の3点だけです。
・ばらつき
・平均の位置
・傾向(ここが最重要)
この3つだけ押さえれば、管理図は決して難しくありません。
管理図の読み方3ステップ📘
管理図は以下の順で見るとスッと理解できます。
1.ばらつきの大きさを見る
2.平均の位置を見る
3.右上がり・右下がりなど“傾向”を見る(核心)
この3ステップが分かりやすくなるよう、実際の「変化が起きている管理図」を見てみましょう👇
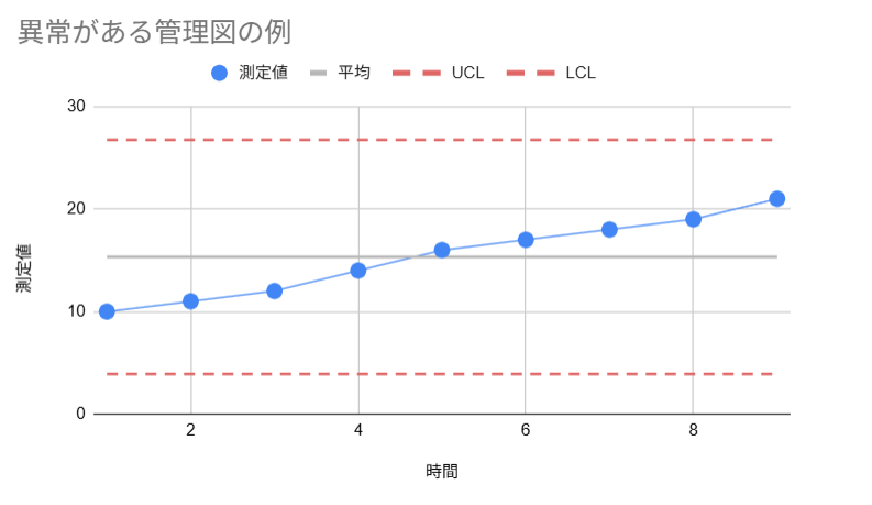
点が少しずつ右上がりになっています。
まだ規格内ですが、“工程に変化が起き始めている”サインです。
このあと、具体的なケースで読み方をさらに深めます。
例|寸法が少しずつ上がっていくとき📈
たとえば寸法公差が「10.00 ± 0.10mm」の部品で、測定値が
10.02 → 10.04 → 10.06 → 10.08 …
と少しずつ上がっている場合があります。
規格内だからと油断しがちですが、管理図では“危険信号”です。
考えられる原因は、
・工具が摩耗している
・温度上昇で寸法が伸びている
・作業方法が少しずつ変わっている
など、“徐々に進む変化”です。
管理図は、この「気づきにくい変化」を最速で見つけるためのツールなんです。
“出たらどうするか”を決めておくと管理図は強い💪
管理図を現場で機能させるには、
“点が出たときのルール” を先に決めておくことが重要です。
| 状況 | 対応 |
|---|---|
| 右上がりが続く | 設備・工具の状態確認 |
| 点がUCLを超えた | 現場リーダーに即報告、原因確認 |
| 平均がずれ続ける | 作業条件や治具の見直し |
| 外れ値が出た | 原因を特定して再記録 |
| 波が不自然に乱れた | 測定方法を確認 |
これを決めておくことで、
「誰が・いつ・どう動くか」が明確になり、行動がブレなくなります。
週1でみんなで見ると変化に気づきやすくなる👥
管理図は一人で見るより、
チームで週1回“みんなで見る時間”をつくるほうが効果的です。
・人それぞれ気づくポイントが違う
・変化に対する感度が上がる
・小さな異変でも早期に共有できる
管理図が“現場の会話”として使われ始めると、品質管理は一段レベルアップします📉✨
管理図で“変化のサイン”をつかめるようになったら、次のステップは“なぜ起きたか”を深掘りすることです。原因の洗い出しや討議が苦手な方は、こちらの記事が役に立ちます。
👉️ 📦なぜなぜ分析のやり方|製造業の事例と初心者が失敗しないコツ
👉️ 📦なぜなぜ分析の失敗事例5選|うまくいかない原因と解決のコツ【チェックリスト付き】
ヒストグラム|ばらつき=工程の呼吸を見る📈
ヒストグラムは、データの「ばらつき方」から工程の状態を読み取るためのグラフです。
平均値だけを見て「規格内だから大丈夫!」と判断してしまう現場では、本当は見逃してはいけない“偏り”が隠れていることがあります。
ヒストグラムは、その偏りや広がりを「形」で教えてくれる道具です。
工程でいうと「呼吸」を聞くような感覚で、安定しているか、息切れしていないかを確認できます👂✨
よくある失敗|平均だけを見てしまう⚠️
ヒストグラムで特によくあるのが、
・平均値が真ん中にある
・規格内に収まっている
それだけを見て「OK」と判断してしまうパターンです。
しかし平均が正しくても、分布の広がりが大きければ工程は不安定です。
逆に、平均が少しズレていても、分布が狭ければ調整で改善できるケースもあります。
ヒストグラムは、「平均+ばらつき」をセットで見るのが本番です💡
コツ1|規格幅と目標幅を重ねると理解が深まる🎯
ヒストグラムは、規格幅(OKの範囲)や目標幅(理想の範囲)を線で重ねると一気に意味が深まります。
例として、
・平均はOKだけど幅が広い → 工程が不安定
・平均はズレているけど幅が狭い → 調整すれば改善できる
・幅も平均も怪しい → 方法や設備を見直す必要あり
このように、「どこを直せば効果が出るか」が分かりやすくなります📊
コツ2|10〜30点でも十分“形”は見える📦
「ヒストグラムはデータが100個必要」と思われがちですが、最初は10〜30個でも大丈夫です。
完璧な統計を作ることが目的ではなく、「工程の傾向を感じ取ること」が目的だからです。
少ないデータでも、まずは“形”を見ることが大事です👌
コツ3|“形”で工程の状態を感じ取る👀
ヒストグラムの形は、工程の状態を素直に語ります。
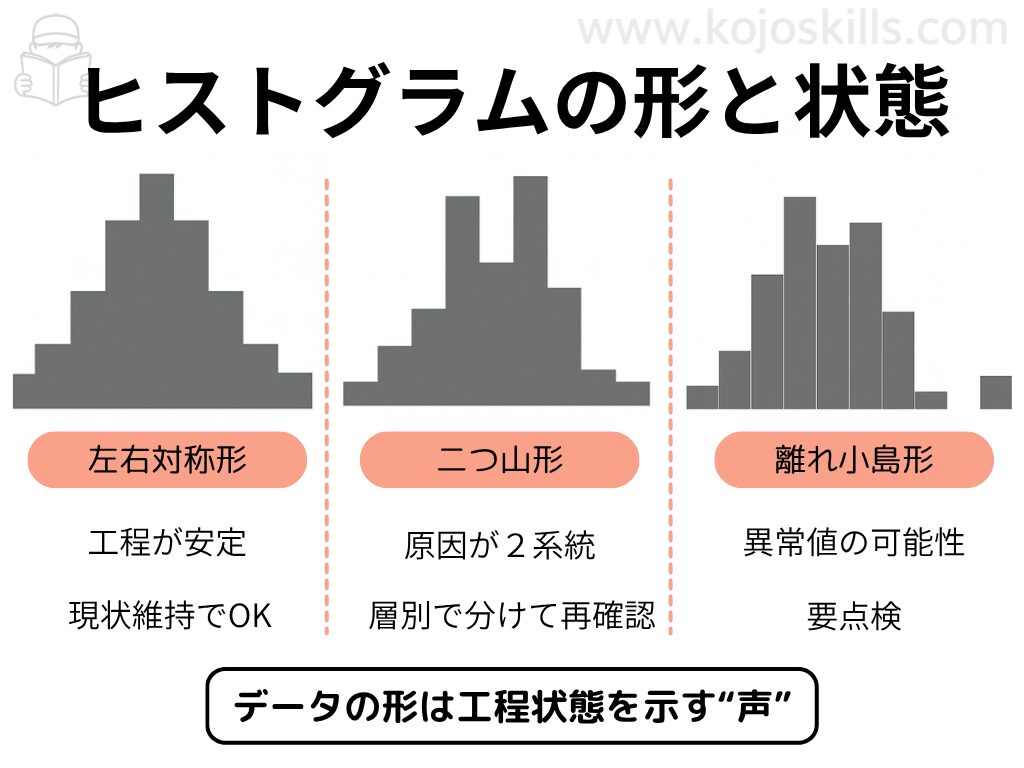
形を見ることで、
「最近、ちょっと調子が違うな」
「作業者が変わると傾向が変わるな」
といった“現場のつぶやき”が聞こえてくるようになります🗣️✨
まとめ|ヒストグラムは“工程の声”を聞く道具📘
| 状態 | よくある失敗 | 改善の方向 |
|---|---|---|
| 判断 | 平均だけ見る | 分布の形を見る |
| 作成 | 区間がバラバラ | 一定幅で整える |
| 活用 | ただのグラフ | 規格・目標を重ねて解釈 |
ヒストグラムを使えるようになると、不良が出る前の“小さな変化”に気づけるようになります📈✨
散布図|思い込みを壊す“関係の見える化”🟣
散布図は、2つの要素の関係(相関)を“目で見て確かめる”ためのグラフです。
数値を並べただけでは分かりにくい関係性も、散布図にすると一瞬で見えてきます。
例:作業時間とキズ件数の関係性📊
下のグラフは、実際の製造現場を想定した
「作業時間」と「キズ件数」の散布図です。
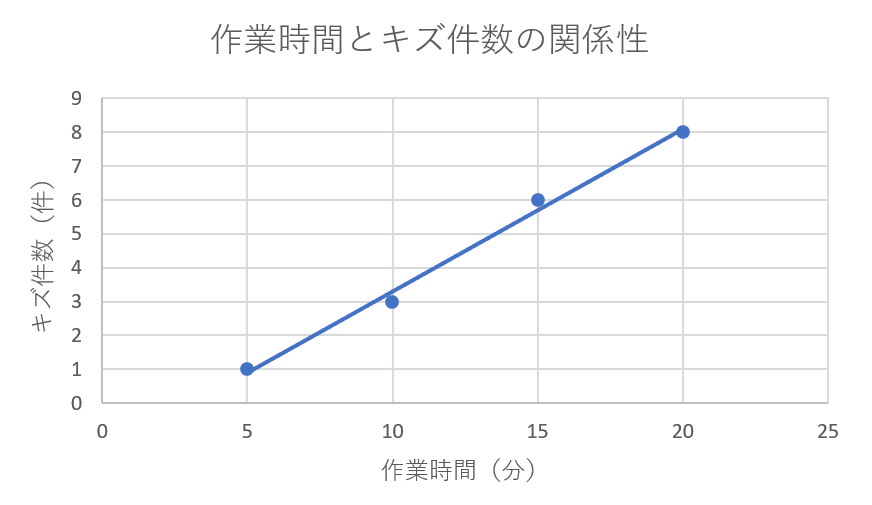
点の並びを見ると、作業時間が長いほどキズ件数が増える “右上がりの傾向” が見られます。
これは、
・作業時間が長い
→ 扱う回数が増える
→ キズがつく可能性が高まる
という関係を示している可能性があります。
ただし、ここで大事なのは
「傾向は見えても、原因と決めつけない」
ということです。
散布図で見えた“関係”をもとに、
この後の特性要因図やなぜなぜ分析につなげるのが正しい使い方です。
よくある失敗|相関=原因と決めつけてしまう⚠️
散布図で多い誤解が、
・右上がり → これが原因!
・形がまとまっていない → 関係なし!
と、早とちりしてしまうこと。
散布図は「原因を特定する道具」ではなく、
「次にどこを調べるかのヒントを見つける道具」です。
コツ1|層別すると“隠れた傾向”が見える🔍
散布図は、ただ点を打つだけでは不十分なことがあります。
「人」「設備」「ロット」「時間帯」などで色分けしてみると、
意外な違いが浮き上がることがあります。
例:
・Aライン → 右上がりの傾向
・Bライン → 関係なし
この違いこそ、工程改善のヒントです✨
コツ2|傾向線(回帰線)を引くと方向が分かる📉
点がバラバラに見える場合でも、
傾向線を引くと“全体としてどちらに動いているのか”が分かります。
ただし、線は“証拠”ではなく“仮説のヒント”。
おすすめは、
「線が示す方向 → 次にどこを調べる?」
という使い方です。
コツ3|外れ値(離れている点)は宝の山💎
散布図で一番大切なのは、
じつは“外れ値(ぽつんと離れた点)”を見ることです。
例:
作業時間20分のときだけ不良が8件 → 他より明らかに多い
確認すると、
「治具交換直後」
という条件が隠れていたりします。
こうした“例外”が、根本原因を掴む最大のヒントです。
まとめ|散布図は“思考の地図”🧭
| 状態 | よくある失敗 | 改善の方向 |
|---|---|---|
| 相関が見えた | 原因と決めつける | 仮説にして他の手法で確認 |
| 全体で判断する | 層別をしない | 人・設備・時間帯で分けて見る |
| 外れ値を無視 | 例外の見落とし | ポツンとした点を最優先で調べる |
散布図は、
「数字の関係が見えるようになる」
と同時に、
“思い込みを外して判断できる力” を育ててくれるグラフです🔵✨
層別|“違い”を発見するカッター🪚
層別は、データを「ごちゃ混ぜのまま見ない」ための整理手法です。
一言でいえば、
“違いを発見するためのカッター”🔪
ヒストグラムや散布図を作っても結果がぼやけるとき、
原因はデータの中にいろいろな条件が混ざっていることが多いんです。
よくある現場の悩み🤔
・同じ工程なのにAラインとBラインで不良率が違う
・日勤は出ないのに夜勤で出る
・人によって測定値のばらつきが変わる
こうした“なんとなく違う気がする”現象を
“見える形”にするのが層別です。
層別の基本は「何で切るか」を決めること✂️
層別の切り方は、基本は以下の4M+αです。
| 分け方 | 例 | 見るポイント |
|---|---|---|
| 人(Man) | 作業者ごと | スキル・手順の差 |
| 機械(Machine) | 設備・治具ごと | 設定・メンテナンス状態 |
| 方法(Method) | 作業条件・手順ごと | 工程標準の差 |
| 材料(Material) | ロット・仕入れ先ごと | 品質の安定性 |
| 環境(Measurement/Mother nature) | 時間帯・温湿度など | 外的条件の影響 |
何で切るかを変えるだけで、
データが語り出す内容がガラッと変わります。
例:キズ不良を層別してみる📊
たとえば、不良データをそのまま集計すると、
・キズ合計:20件/週
しかし層別して見ると、こうなるケースがあります。
| 工程 | 件数 |
|---|---|
| 加工 | 2 |
| 洗浄 | 15 |
| 組立 | 3 |
👉 これだけで、「洗浄工程」に集中していることが一目でわかります。
さらにここから、
・時間帯別
・作業者別
・ライン別
で切ると、
「夜勤 × Aライン × 洗浄工程で多い」
など、対策の焦点が明確になります。
よくある失敗⚠️
・層の切り方が曖昧で比較にならない
・層ごとのデータ量にムラがある
・層別した結果を“見せただけ”で終わる
層別は「切った後」が本番です。
コツ:まずは4M+時間で切る/層別×パレートが最強📈
層別の強力な使い方は、
① まずざっくり「人・設備・手順・材料・時間帯」で切る
② 各層ごとにパレート図を作る
という流れです。
例:
「夜勤だけ多い → 夜勤の中で“どの不良が多い?”をパレート図で確認」
この組み合わせは原因の絞り込みが一気に進みます。
まとめ|層別は“データの眼鏡”👓
層別は、ただデータを分けるだけではなく、
・違いを見つける
・焦点を絞る
・優先順位を明確にする
ためのツールです。
ごちゃ混ぜの数字に「条件」という眼鏡をかけてあげると、
問題の輪郭がくっきり見えるようになります。
QC七つ道具は、基本の3つと数字系4つを組み合わせることで“改善の流れ”が一気につながります。もしまだチェックしていない方は、先にこちらの記事も読むと理解がさらに深まります👇️
👉️ 📦QC七つ道具とは?最初に覚えたい3つの手法と“考える順番”をやさしく解説
まとめ|数字を“感じる力”が現場を強くする📘
QC七つ道具のうち、ヒストグラム・散布図・層別・管理図の4つは
「数字を読む」という共通の特徴があります。
とはいえ、特別な統計知識が必要なわけではありません。
見るべきポイントが分かれば、数字はむしろ“現場の声”を教えてくれます。
・ヒストグラムでばらつきを感じる
・散布図で関係性をつかむ
・層別で違いを発見する
・管理図で変化の兆しを見抜く
これらは難しい分析ではなく、
“現場で異変に気づくための4つの目”です👀✨
もし最近の測定データや不良データが手元にあるなら、
小さくてもいいので一つグラフを作ってみてください。
10件のデータでも、
棒グラフでも、
線が少しガタガタでも大丈夫です。
数字が形になると、
「なんとなく違う気がする…」
が、
「この傾向は気をつけたほうがいいかも」
に変わります。
それが品質管理の第一歩です。


コメント